竖炉焙烧球团法(shaft furnace process for induration of pellets)
在专用竖炉中进行焙烧的一种铁矿石球团法。在竖炉中、上部两侧的燃烧室,将气体燃料(或液体燃料)燃烧后的高温废气喷入炉内,与自上而下移动的生球逆向运动,加热炉料;另在竖炉下部鼓入冷风,在炉内自下而上运动,冷却炉料,从而,使布入炉口的生球在竖炉内连续下降的过程中,经过干燥、预热、焙烧、均热、冷却5个工作带,焙烧成为成品球团矿,由竖炉下部连续排出。由于竖炉内各工作带不易灵活控制,焙烧均匀性差,同时对原料要求严格,单机能力小,在工业发达国家已经淘汰。在中国,由于竖炉焙烧具有设备简单,投资少,热效率高,生产费用低和不用合金钢等优点,同时改进了炉型结构,提高了球团矿的产量和质量,因此在一些以细精矿为原料的中、小钢铁厂仍有发展。
简史 第一座工业性球团竖炉是1948年在美国PM(Pickands Mather)矿山公司伊利(Erie)球团厂投产的圆形竖炉。由于圆形竖炉在生产上存在许多技术问题,于1951年改建成矩形竖炉。1955年后,伊利球团厂陆续建成27座球团竖炉,年产球团矿曾达到1100万t,成为世界最大的竖炉球团厂。此后,有十几个国家也兴建了一些竖炉球团厂。60年代初竖炉球团矿约占世界球团矿总产量的62%,但随着球团矿产量的增加,设备材质和制造能力的提高,单机生产能力高的带式焙烧机(见带式机焙烧球团法)和链箅机一回转窑(见链算机一回转窑焙烧球团法)获得迅速发展,竖炉球团法所占比例逐年下降。
中国于1957年开始在试验室研究竖炉焙烧球团法,并且进行过几种小型竖炉的试验。1965年在鞍钢进行1.0m2半工业竖炉焙烧球团试验。1968年工业竖炉球团厂投产,并结合中国具体条件,对工艺和设备进行了不断改进,1972年设计出具有中国特点的低压焙烧新炉型:增设了中心导风墙和炉顶烘干床,使炉内气流分布均匀,形成稳定而合理的焙烧制度,炉内料柱阻力明显下降。到1991年底,已有14个厂25座竖炉在生产。其中有一座世界最大的16m2球团竖炉。
竖炉结构 球团竖炉由炉顶、炉身和燃烧室组成。整个炉体由钢皮、钢结构架及耐火砖衬构成。(图1)有3种炉型:高型竖炉,炉身较高,无外部冷却器;矮型竖炉,炉身较矮,下部设有冷却器及热交换器;中型竖炉,炉身中等,下部只设有冷却器。中国球团竖炉均为中型竖炉,炉顶设有干燥床,炉内设有导风墙,由冷却水梁支撑。(图2)炉身两侧均有燃烧室,或为圆筒形,或为矩形。燃烧后的高温废气通过喷火道喷入炉内。大多数竖炉炉身各有一个与炉身长度相同的矩形燃烧室,烧嘴在燃烧室侧下方与炉身垂直安装。也有少数竖炉采用卧式圆筒形燃烧室,炉身两侧各有两个顺炉身长度方向安装的烧嘴。竖炉炉壳采用6~8mm钢板,连续焊接,将整个炉体包起来。炉壳外为槽钢组合成的钢结构框架,与炉壳间断焊接,以确保竖炉的整体强度和严密性。竖炉内衬的里层通常用黏土砖砌筑,也有的使用高铝砖以增加耐磨性。耐火砖的外层用保温性能好的硅藻土砖或轻质黏土砖砌成。在砖墙和炉皮之间填入20mm厚的填充料(夯实)。炉墙要承受炉料和气流的摩擦与冲刷作用,上部气流温度比较高。因此,在炉体砌筑上要求比较严格。
图1 竖炉炉体结构图
1一排料漏斗;2一钢结构框架;3一炉皮;4一齿辊;5一炉身:6一喷火道;7一燃烧室
8一烧嘴;9一冷风口;10一摇臂;11一油缸
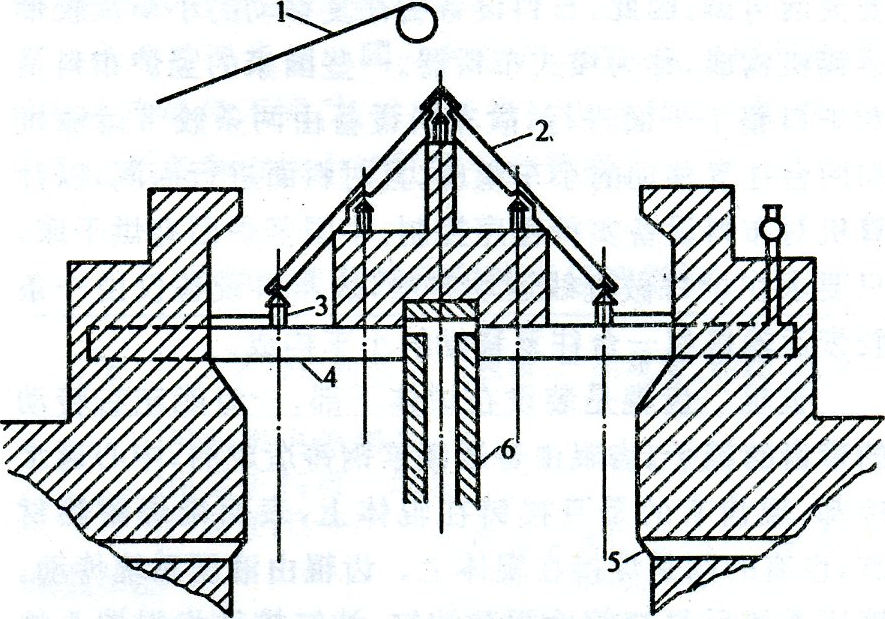
图2 中国式竖炉炉顶烘干装置结构图
1一布料车;2一炉算子;3一冷却水梁(5条);
4一横水梁;5一喷火道:6一导风墙
主要机械设备 竖炉球团法的配料、混合、造球、生球筛分等设备,均与其他球团法相同。属于竖炉本身的设备,主要是布料设备、齿辊、排料设备、冷却与运输设备。
布料设备 竖炉的布料设备必须能够将生球松散、均匀、连续地布入炉口料柱表面,而不破碎,并且布料点要灵活可调。因此,布料设备由往复移动的小车及胶带运输机构成,称为梭式布料器。一些国家的竖炉布料是对炉口整个平面进行,故布料设备由两条胶带运输机和两台往复移动的小车组成,且对料面进行探测,以计算机对布料设备实行程序控制。中国竖炉因有烘干床,只要求在炉口做直线运动布料,故布料设备仅由一条胶带运输机和一台往复移动的小车构成。
齿辊 齿辊是装设在炉体下部,一组能左右转动的带齿的辊子。齿辊由普通碳素钢铸造成的,中心通水冷却;辊齿有的是直接铸在辊体上,表面堆焊耐热材质,也有的则是焊接在辊体上。齿辊由液压系统传动。液压系统反复交替地驱动油缸、油缸推动齿辊端头的摇臂,带动齿辊往复45。的缓慢转动,使料柱松散,以保持炉内物料均匀下行。竖炉内经过焙烧的球团矿,通过齿辊间的缝隙,落入齿辊下面的漏斗。结成块的球团矿,在辊齿的剪切和挤压作用下被破碎。齿辊有双层排列和单层排列两种型式。双层齿辊、齿辊间距均为800mm,上下层齿辊错位安装,两层齿辊距离为350mm。中国竖炉齿辊为单层排列,齿辊间距为100mm左右。
排料设备 早期的排料设备采用三道密封闸门排矿,后来改用料封配加电振给矿机,或汽缸推动给料棒。对排料设备既要求密封,以防止炉内的冷却风从下部排料处逸出,又要求保证球团矿均匀、连续排出。其排出量要灵活可调,并与布料量保持平衡。因此排料设备亦称为密封排料设备。
冷却与运输设备 由于鼓入竖炉内的冷却风量受炉内风量平衡的限制,球团矿在炉内不能达到完全冷却的程度,排出的球团矿温度均较高,因此,运输设备必须采用耐热材料制造,或者在竖炉下部设置冷却器,使球团矿从炉内排入冷却器中,进行强制通风冷却。目前,大多数竖炉下部无冷却器,而采用轻型链板运输机、卷扬自动装卸矿车和钢网带运输机等,将热球团矿运送至露天堆场,自然冷却;也有的竖炉装备了带式冷却机,以冷却球团矿。
工艺特点 竖炉球团工艺同其他球团焙烧工艺一样,在焙烧过程中,物料不仅发生物理性质(如密度、气孔率、形状、大小、视密度和机械强度等)的变化,而且还发生矿物组成和化学成分等化学性质的变化。竖炉焙烧球团矿的特点是整个生产过程均在竖炉内完成。
(1)生球布入炉内后首先经干燥,使球团内部和表面水分完全汽化脱出。
(2)烘干后的生球在炉内下降过程中,继续被加热进行预热阶段。在此阶段磁铁矿晶粒表面首先被氧化,生成Fe2O3微晶。在新生成的Fe2O3微晶中,其原子具有高度的迁移能力,促使微晶长大,形成“连接桥”,又称Fe2O3微晶键,使生球中各颗粒互相粘结。
(3)磁铁矿生球在氧化气氛中加热到950℃,便开始进入生球焙烧阶段,焙烧温度达到所需的最高值,称为竖炉的高温区。由于磁铁矿氧化成的Fe2O3微晶能够再结晶,这种再结晶能够使相互隔开的微晶长大成相互紧密连成一片的赤铁矿晶体,原来靠精矿颗粒之间的分子力的连结变为金属氧化物的晶体键的连结。所以,球园矿的机械强度显著提高。
(4)在高温区保持足够的均热时间,为再结晶的晶核生成和晶粒长大创造良好的条件。这是完成再结晶和提高球团矿强度的一个重要阶段。
(5)从竖炉均热带下行的高温球团矿,与上行的冷却风相遇进行热交换。球团矿被冷却,冷却风将其热量带到竖炉上部。 |